Saturday, December 18, 2004
Insert Molding Decoration Design Guideline
IMD Lens 拔模斜度設定:
IMD模具之拔模角要求除一般塑膠成型之拔模角外,因應IMD FILM之因素外觀之拔模角必須加大。
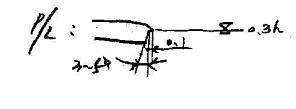

PL 以下為透明露出HOUSING----------------議修改後之PL位置
B.成品R要求:
1. 成品之形全周edge最小R角為0.3mm。
2. 有孔及深槽部份R角必須大於0.2mm。
3. 成品母模內部外觀edge最小R角為0.2mm。
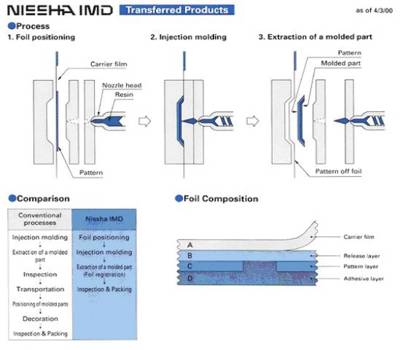
C. IMD (INSERT MOLDING DECORATION) 其製程為將油墨印刷於一PE薄膜上其亦可以蒸著方式將金屬材質蒸著於PE薄膜上,成為整捲型式於成型機台加定位系統,將薄膜之印刷位置與模腔內欲印位置對位後,與塑料成型,成型後成型品與油墨結合但與薄膜分離繼續下一模之成型動作,成行後的成品經由UV照射後表面產生硬化而完成。其與IML/IMR最大不同為IMD印刷油膜位於成型品表層,而IML其油膜位於PC薄膜及塑料之中間。
IMD模具之拔模角要求除一般塑膠成型之拔模角外,因應IMD FILM之因素外觀之拔模角必須加大。
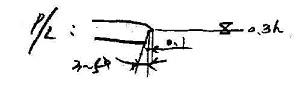
A.公模PL拔模角要求3~5°,公模尺寸內縮0.1mm,尺寸如附圖。
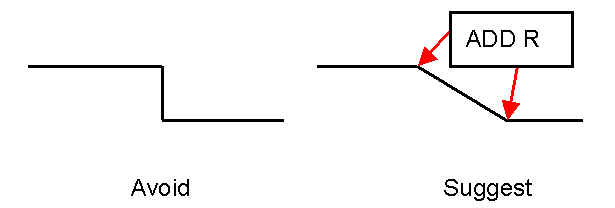
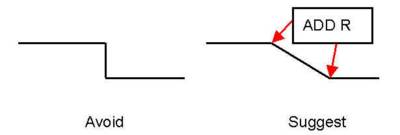
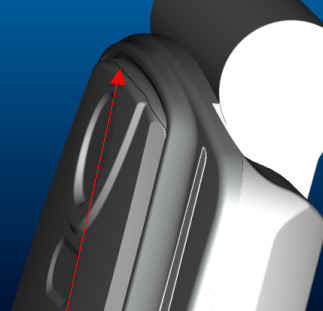
B.成品外觀拔模角不得為90°直角,建議角度越大越好最小為15°,edge均得加R角,主要為IMD FILM披覆時不會肇成IMD FILM裂痕。

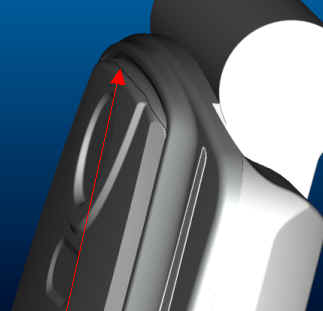
IMD SAMPLE (Dbtel Corp. M9)
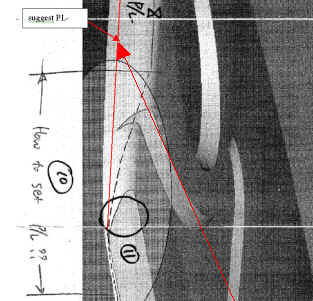
IMD Lens Parting Line:
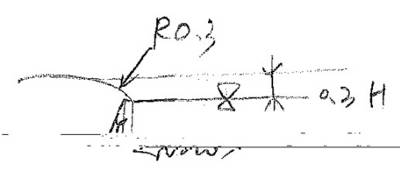
PART LINE位置:因公母模反置PL必須至於母模R角結束下方0.3mm位置,此為模具製程限制,此位置亦為IMD油墨覆蓋結束的分界。PL關係了外觀配合時的種種表現,因其PL位於母模R角結束下方0.3mm位置屬於淺層位置,公模處則為透明塑膠材質,若PL高於配合件之外觀將發生此透明塑膠材質被看見,可能成為外觀上的缺點。同樣的問題亦會發生於IML模具上。針對此問題於ID的外觀造型上必須特別注意此點於設計前與ID溝通。
PART LINE位置:因公母模反置PL必須至於母模R角結束下方0.3mm位置,此為模具製程限制,此位置亦為IMD油墨覆蓋結束的分界。PL關係了外觀配合時的種種表現,因其PL位於母模R角結束下方0.3mm位置屬於淺層位置,公模處則為透明塑膠材質,若PL高於配合件之外觀將發生此透明塑膠材質被看見,可能成為外觀上的缺點。同樣的問題亦會發生於IML模具上。針對此問題於ID的外觀造型上必須特別注意此點於設計前與ID溝通。
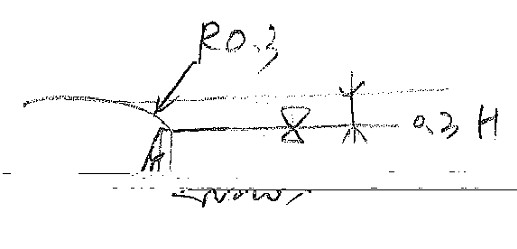
成品R角0.3mm,PL於R結束後0.3mm
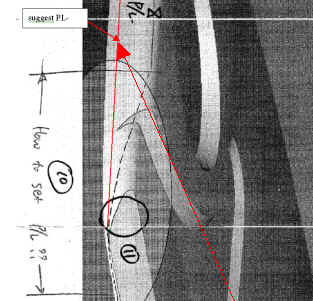
PL 以下為透明露出HOUSING----------------議修改後之PL位置
其它注意事項:
A.成品最小肉厚:平面t=1.0mm. ,非平面t=1.2mm以下容易發生thermo shack 後成品變形及gate有縮水現象。
A.成品最小肉厚:平面t=1.0mm. ,非平面t=1.2mm以下容易發生thermo shack 後成品變形及gate有縮水現象。
B.成品R要求:
1. 成品之形全周edge最小R角為0.3mm。
2. 有孔及深槽部份R角必須大於0.2mm。
3. 成品母模內部外觀edge最小R角為0.2mm。
C. IMD (INSERT MOLDING DECORATION) 其製程為將油墨印刷於一PE薄膜上其亦可以蒸著方式將金屬材質蒸著於PE薄膜上,成為整捲型式於成型機台加定位系統,將薄膜之印刷位置與模腔內欲印位置對位後,與塑料成型,成型後成型品與油墨結合但與薄膜分離繼續下一模之成型動作,成行後的成品經由UV照射後表面產生硬化而完成。其與IML/IMR最大不同為IMD印刷油膜位於成型品表層,而IML其油膜位於PC薄膜及塑料之中間。
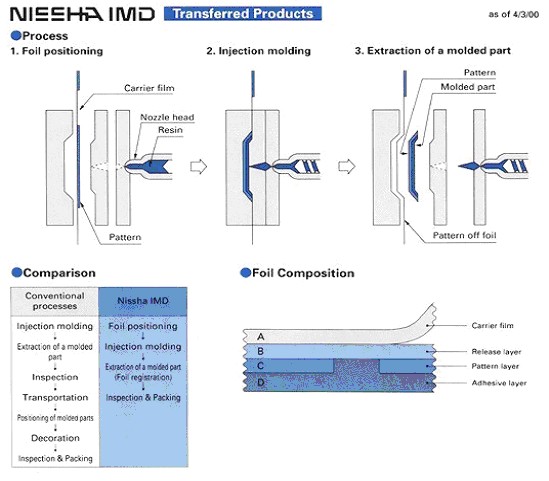
IMD 製程如圖所示 (NISSHA Corp.)
Saturday, December 04, 2004
TRIZ 39 項工程參數(六大群組)

TRIZ(Teoriya Resheniya Izobretatelskikh)是俄文〝創造性問題解決方法〞(TIPS)的頭字語。此法為蘇聯發明家Altshuller的團隊所創,蘇聯解體後,廣被各國企業應用,效果顯著。
TRIZ 解決矛盾問題的模式 39工程參數與40創新法則。
前蘇聯的Genrich Altshuller (1926),在蘇聯政府認命下,審閱 200,000專利,發現只有2%的專利是真正的首創發明(pioneering inventions),剩下的皆是使用前人已知想法或概念,加上新奇方法,這也奠下了TRIZ系統化的創意設計方法之基礎。
TRIZ依其39個參數、40個創新法則、76種標準解答、物質-場分析等分為不同的部份 ,藉此將一個問題系統化,形成實用可行的創意原理,並以快速及效率化的運作流程,解決困難度高的工程或製造方面的問題。
TRIZ是解決問題的一種方法,其針對問題點的所在加以分析,並找出矛盾,再將矛盾分為物理矛盾與技術矛盾,進而採取不同的解決方式。
TRIZ四個特性:
- TRIZ是科技起源和科技發展之理論
- TRIZ是一種可克服心理慣性(psychological inertia)之技術
- TRIZ是一種為了分析、公式化和解決創意問題(inventive problems)之技術
- TRIZ可指出結合各種科技知識及設計理念形成之產品功能之未來發展方向
矛盾矩陣 Contradiction Matrix:
當試圖改善一個產品或是工程特性時,卻導致另外一個產品或是工程特性惡化。傳統的方法是用妥協的方式,而TRIZ卻是利用消除的方法。
Altshuller分析歸納經常遇到技術矛盾的系統特徵共有三十九個,將其對應解決的法則,整理成矩陣的方式,提供一個快速簡單的方式,幫助你找到解決技術矛盾的法則,這個矩陣為39x39的矩陣,共有1263個元素。
Altshuller分析歸納經常遇到技術矛盾的系統特徵共有三十九個,將其對應解決的法則,整理成矩陣的方式,提供一個快速簡單的方式,幫助你找到解決技術矛盾的法則,這個矩陣為39x39的矩陣,共有1263個元素。
使用矛盾表時,先從矩陣之縱軸找出"欲改善的參數",接著從矩陣之橫軸找出"避免惡化的參數",對照到矛盾矩陣表中的元素,元素中的數字就是矛盾矩陣表建議解決此矛盾的創新發明法則。
PCB元件定位問題
1. DOME 定位問題. DOME上有開定位孔但相對的PCB並無開孔,失去DOME定位意義,若PCB有開孔除可為DOME的定位,亦可於HOUSING長定位柱利用同一孔,PCB就可避免偏移.
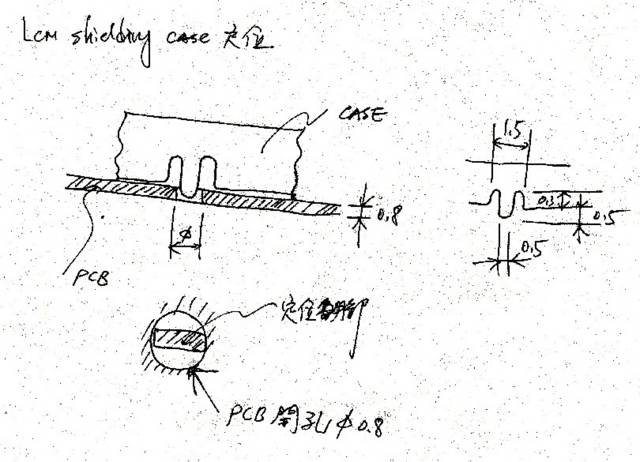
2. LCM SHIELDING CASE 定位不足,CASE 設計時可加1~2腳位,於PCB開相對應的孔即可解決定位問題.圖面請參考 .
3. FPC 拉焊定位孔,FPC採拉焊製程製作時請確實於PCB板上加入對應之定位孔以確保生產線焊接時的可靠度.
模具於大陸製作,模具表面拋光技術
模具於大陸製作,有鑑於我們以前所認知的模具表面拋光,於大陸因其模具與臺灣之成長有所不同.其直接跳過模具人員的手工技術訓練,完全由機械加工製作模具,所以大陸上的模具廠,一家比一家規模大機械設備一家比一家精良,都是頂極加工機,所以如果模具以手工拋光,拋光後的模具大概也毀了(2068就是一例).
所以基本上是以放電加工機以最細之花紋作為模具的表面處理,放電加工後就不再作處理.
請各位切記ID給予圖面時,外觀拔模斜度請給與最少3度(這是機構對ID的唯一關卡及可以正大光明退件的理由,不要連最後一道關卡都放棄了,除非你能掌握模具不在大陸開模.)
所以基本上是以放電加工機以最細之花紋作為模具的表面處理,放電加工後就不再作處理.
請各位切記ID給予圖面時,外觀拔模斜度請給與最少3度(這是機構對ID的唯一關卡及可以正大光明退件的理由,不要連最後一道關卡都放棄了,除非你能掌握模具不在大陸開模.)
ARTWORK之提供
ID 提供之ARTWORK請ID 一定要給予
1. JPG 或PDF (給非ID的人看的,包括自己可先行確認ARTWORK 有何東西及給予的東西是否正確).
2. AI格式的向量檔 (這是給廠商製作底片網版用,除非有ILLUSTRATOR軟體否則你是看不到內容,因此種檔案格式有如ACAD一樣為向量格式,其所有尺寸是可量測的.)
廠商要求提供ARTWORK時煩請給與此兩種格式檔案.
1. JPG 或PDF (給非ID的人看的,包括自己可先行確認ARTWORK 有何東西及給予的東西是否正確).
2. AI格式的向量檔 (這是給廠商製作底片網版用,除非有ILLUSTRATOR軟體否則你是看不到內容,因此種檔案格式有如ACAD一樣為向量格式,其所有尺寸是可量測的.)
廠商要求提供ARTWORK時煩請給與此兩種格式檔案.
模具表面粗糙度
粗度要求,請模具表面一定為訴求之規格編號(因為這是決定成品粗糙度的根源)成品之粗糙度最源頭之根本為模具表面粗糙度,但塑膠成型受成型機台,壓力,溫度,時間都將會對成品有些微影響,這些影響是由成型條件來控制,但其模具表面一定要是規範的表面粗糙值.
所以:
1. 模具表面請一定按照所指定之表面粗糙度.
2. 成型品請廠商控制成型條件於所指定之表面粗糙度之公差範圍內.
所以:
1. 模具表面請一定按照所指定之表面粗糙度.
2. 成型品請廠商控制成型條件於所指定之表面粗糙度之公差範圍內.
模具修改單
模具修改單請於問題欄位敘述問題點,如尺寸製作錯誤或尺寸偏差,我們的要求是什麼, 修改單才能讓收到的單位明遼那裡有問題直接貼一張圖,照2D尺寸製作,對方不知你那一個尺寸有問題或全部有問題,若對方產生誤解,修正後沒有修到重點,等於白作工,時間又浪費,要求修模單用標準格式,問題點也要敘述清楚.煩請各位出修模單時請注意,把問題點清楚告知於修模單上.最好清楚到你不必再口述解釋.
![]()
